
ODJEHLOVÁNÍKOVOVÝCH DÍLŮVnitřní · Vnější · Odjehlení a úprava hran
Odstranění otřepů a úprava hran kovových dílů — včetně kritických míst v průniku děr uvnitř dílu. Podle použité technologie může být výsledkem odstranění otřepu, sražení ostré hrany nebo přesně definovaný rádius.
Otřep (hrot) je nežádoucí přebytek materiálu vznikající při vrtání, frézování, soustružení, lisování nebo lití. Může se nacházet na vnější hraně dílu i uvnitř dílu — v průniku děr (křížení děr), kde může způsobit netěsnost, omezení proudění média, problémy při montáži nebo uvolnění částic do systému.
Odjehlování (odhrotování) je proto důležitou součástí výroby přesných součástí pro hydrauliku, pneumatiku, automotive i další technické aplikace. Tato stránka nabízí přehled technologií odjehlování — od mechanických metod až po termické odjehlování (TEM), chemické (CBE), elektrochemické (ECM) a kryogenní odjehlování.
Hledáte termické odjehlování? Vysvětlujeme princip TEM a kdy je vhodné — zejména pro průniky děr, hydraulické bloky a díly motorů. Více o termínu: co je odhrotování.
Znalostní základ
Existuje více než 14 technologií odjehlování.
Každá metoda má jiné uplatnění — záleží na materiálu, geometrii dílu a požadované přesnosti.
Odjehlování
průniku děr
Při výrobě hydraulických bloků, rozdělovačů, těles ventilů a dalších přesných dílů vznikají místa, kde se dva nebo více vrtaných kanálů protínají — tzv. průnik děr (křížení děr). V místě průniku se tvoří otřep uvnitř dílu, kam se klasickým ručním nástrojem nelze dostat.
Tento skrytý otřep je jednou z nejčastějších příčin poruch v hydraulických a pneumatických systémech. Uvolněná kovová částice o velikosti desetin milimetru stačí k zadření ventilu, poškození těsnění nebo přerušení průtoku.
Řez kovovým dílem — průnik děr s otřepem
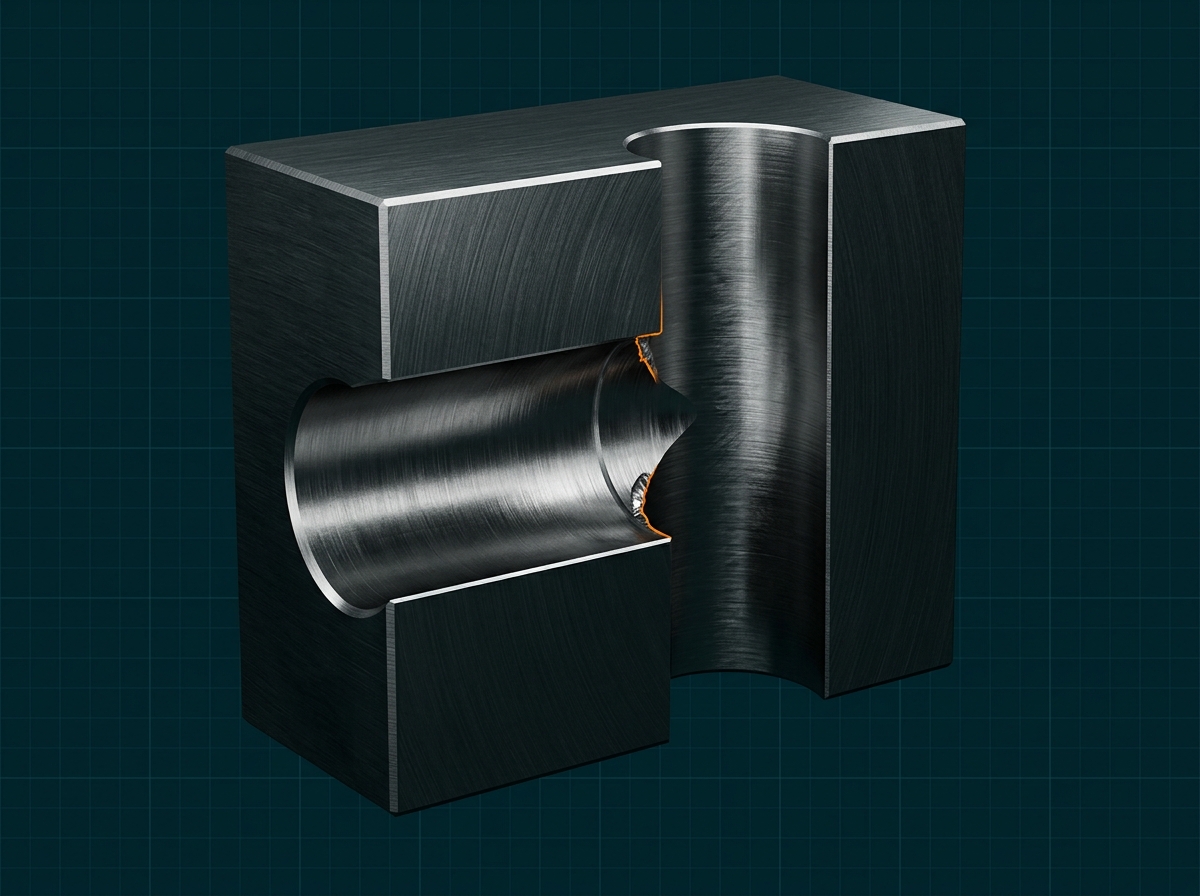
Otřep (oranžově) vzniká na hraně průniku dvou kanálů — hluboko uvnitř dílu, bez přístupu pro konvenční ruční nástroje.
Klíčové metody odjehlování
Každý díl je jiný — volba metody závisí na materiálu, geometrii, tolerancích a objemu výroby. Níže jsou čtyři nejčastěji používané technologie. Celkem nabízíme přes 14 průmyslových metod.
Termické odjehlování
Thermal Energy Method
Princip
Díl je umístěn do tlakové komory. Směs hořlavého plynu (obvykle vodík a kyslík) je iniciována jiskrou — vzniká řízená detonace trvající milisekundy. Teplotní vlna (až 3 000 °C) okamžitě spaluje otřepy, zatímco hmota dílu zůstává prakticky studená.
Výhody
- Dosáhne na vnitřní otvory a průniky děr
- Opakovatelný, automatizovatelný proces
- Vhodné pro sériovou výrobu
- Žádné poškození základního materiálu
Typické aplikace
Hydraulické bloky, tělesa ventilů, palivové systémy, díly převodovek, karburátory.
Elektrochemické odjehlování
Electrochemical Machining
Princip
Díl je zapojen jako anoda v elektrolytické lázni. Nízkonapěťový elektrický proud v kombinaci s proudícím elektrolytem selektivně rozpouští otřepy — jejich vyšší poměr povrchu k hmotě způsobuje přednostní úbytek materiálu, zatímco plochy dílu zůstávají nedotčeny.
Výhody
- Lokální působení — odjehluje přesně tam, kde je otřep
- Žádné mechanické ani tepelné namáhání
- Integrovatelné do výrobní linky
- Výsledek je opakovatelný a měřitelný
Typické aplikace
Hydraulické bloky, tělesa ventilů, přesné obráběné díly, automotive, pneumatika.
Chemické odjehlování
Chemical Deburring
Princip
Díl je ponořen do lázně s řízeným chemickým roztokem. Chemická reakce selektivně odstraňuje tenké otřepy na základě jejich vyššího poměru povrchu k hmotě — velké plochy dílu zůstávají nedotčeny, zatímco jemné otřepy jsou přednostně rozpouštěny.
Výhody
- Extrémně jemné otřepy bez poškození povrchu
- Vhodné pro tenkostěnné a filigránní díly
- Žádné tepelné namáhání materiálu
- Hromadné zpracování, ekonomické pro velké série
Typické aplikace
Přesné obráběné díly, hydraulické komponenty, trysky, filtrační prvky, mikrootvory.
Kryogenní odjehlování
Cryogenic Deburring
Princip
Díly jsou ochlazeny kapalným dusíkem na teploty pod −90 °C. Při takto nízké teplotě se otřepy (jako tenká lem) stanou křehkými, zatímco masivní základní materiál si zachovává pevnost. Mediový proud (plastové kuličky nebo granulát) pak otřepy mechanicky odlomí.
Výhody
- Vhodné pro elastomery, plasty i kovy
- Ideální pro gumové těsnění a plastové díly
- Čistý, suchý proces bez chemikálií
- Šetrné k přesnému povrchu dílu
Typické aplikace
Plastové díly, gumová těsnění, O-kroužky, konektory, součásti z termoplastů, tenkostěnné odlitky.
Toto jsou pouze čtyři z více než 14 průmyslových technologií odjehlování. AFM, laserové odjehlování, ultrazvuk, vibrační odjehlování a další — každá metoda má svou optimální aplikaci.
Přehled všech technologiíCo je otřep
(hrot)
a jak vzniká
Otřep (také nazývaný hrot, přepad nebo burr) je nežádoucí výstupek materiálu, který vzniká při mechanickém obrábění kovů — vrtání, frézování, soustružení, stříhání nebo broušení.
V okamžiku, kdy nástroj opouští materiál, dochází k plastické deformaci zbývající vrstvy kovu. Ten se neodlomí čistě, ale vytvoří tenký kovový lem — otřep. Tento otřep může být na viditelném okraji součásti (vnější otřep), nebo skryt hluboko uvnitř dílu v místě průniku děr (vnitřní otřep).
Vnější otřep
Vzniká na hranách a rozích dílů. Je viditelný, dá se snadno detekovat a ručně odstranit pilníkem nebo škrabákem.
Vnitřní otřep
Skryt uvnitř dílu v místě průniku děr. Není viditelný, nelze ho odstranit ručně — vyžaduje speciální průmyslovou technologii.
Kde je odjehlování kritické
Odjehlování není u všech dílů stejně důležité. V těchto aplikacích je precizní odstranění otřepů podmínkou funkce, spolehlivosti a bezpečnosti:
Hydraulické systémy
Blokové rozváděče, hydraulické válce, potrubní fitinky. Otřep může způsobit netěsnost nebo zadření pístnice.
Pneumatické systémy
Pneumatické rozvody, ventily, silentbloky. Kovová částice zasahuje do řídícího systému.
Automotive díly
Blok motoru, víko hlavy válců, turbodmychadlo, palivový systém. Nulová tolerance na kovové nečistoty.
Palivové systémy
Vstřikovací lišty, trysky, common-rail. Otřep ucpe trysku nebo poškodí vysokotlaké čerpadlo.
Olejové okruhy
Olejový filtr, sací koš, ložisková pouzdra. Kovová šponek v oleji způsobí opotřebení ložisek.
Přesné obráběné díly
Díly s úzkými tolerancemi, kde otřep ovlivňuje přesnost uložení nebo montáž.
Proč je nutné
odjehlování
Precizní odjehlování není volitelné — je to klíčová podmínka funkce a bezpečnosti každého systému pracujícího s kovovými přesnými díly.
Čisté médium
Odstranění kovových částic z kanálů zabrání jejich uvolnění do systému.
Zajištění průtoku
Hladké přechody v kanálech umožňují rovnoměrný a kalibrovaný průtok.
Těsnost spoje
Rovné a čisté hrany zajišťují spolehlivé dosednutí těsnění a O-kroužků.
Vyšší životnost dílu
Eliminace otřepů snižuje opotřebení pohyblivých částí v kontaktu.
Méně reklamací
Prokazatelný proces odjehlování posiluje důvěryhodnost vůči zákazníkovi.
Bezpečnost a spolehlivost
Kritické systémy (brzdové, palivové) vyžadují nulovou toleranci na nečistoty.
Rizika bez
odjehlování
Podcenění odjehlování vede k předvídatelným a nákladným problémům. Zde jsou nejčastější důsledky, se kterými se setkáváme v praxi.
Uvolnění kovových částic
Otřep se samovolně uvolní po spuštění systému a kontaminuje médium — olej, vzduch nebo palivo.
Poškození ventilů
Kovová šponek zablokuje sedlo ventilu nebo poškrábá přesné plochy řídicích šoupátek.
Netěsnost systému
Nerovný okraj brání správnému dosednutí těsnění — systém ztrácí tlak nebo médium.
Zadírání pohyblivých částí
Otřep v uložení nebo kluzné ploše způsobí zvýšené tření, opotřebení nebo náhlé zadření.
Poruchy celého systému
Selhání jednoho hydraulického nebo pneumatického prvku kaskáduje na celé zařízení.
Reklamace a náklady
Porucha po montáži je výrazně dražší než správné odjehlování v procesu výroby.
Jak vybrat správnou
technologii
Každý otřep, materiál a geometrie vyžadují jiný přístup. Tato sekce pomáhá rychle pochopit, podle čeho se mezi technologiemi rozhoduje.
Materiál dílu
Ocel, hliník, zinek, plasty nebo elastomery – materiál zásadně ovlivňuje volbu technologie.
Poloha otřepu
Rozhoduje, zda jde o vnější hranu, vnitřní otřep, průnik vrtání nebo jemnou dělicí rovinu.
Požadovaná kvalita
Jiný proces se volí pro bezpečný dotek, jiný pro definovaný rádius, proudění média nebo lakování.
Velikost série
Ekonomika procesu se výrazně mění mezi prototypem, malou sérií a vysokosériovou výrobou.
Citlivost povrchu
U plastů a dekorativních dílů je důležité minimalizovat mechanické zatížení a zachovat vzhled.
Automatizace
Některé technologie jsou vhodné pro inline robotické linky, jiné spíše pro dávkové zpracování.
Odborné konzultace a technické zázemí
Obsah webu vzniká na základě průmyslové praxe, technologických zkušeností a průběžných odborných konzultací s technickým akademickým prostředím a specialisty z oblasti obrábění. Cílem je poskytovat technologicky správné a nezávislé informace pro výběr optimální metody odjehlování.
Nejčastější otázky
Odpovědi na klíčové otázky o výběru odjehlovací technologie.
Často kladené
otázky
Nezávazná
technická konzultace
Řešíte problém s otřepy na dílech? Nejste si jistí, která metoda odjehlování je pro váš případ vhodná? Napište nám — rádi se na věc podíváme a poradíme bez závazků.
Popište problém nebo díl
Stačí stručný popis situace — materiál, typ obráběcí operace, kde otřep vzniká.
Technické posouzení
Podíváme se na konkrétní případ a zhodnotíme, která technologie dává smysl.
Odborné porovnání technologií
Získáte nezávislé srovnání vhodných metod odjehlování pro váš typ dílu, včetně výhod a limitů jednotlivých procesů.